









İmalat Endüstrisinde Kullanılan Kaynak Robatları



İMALAT ENDÜSTRİSİNDE KULLANILAN KAYNAK ROBOTLARI
Hazırlayanlar: Dr. İbrahim ERTÜRK¹, Kaynak Uzmanı Mehmet ZEYBEK², Makina ve Kaynak Mühendisi Kamil YAĞCI³
ÖZET
Kaynak; imalatın önemli bir parçasıdır. Kaynak robotları, imalat sanayinde özellikle seri üretim yapan işletmeler için verimliliği artıran ve kaynak kalitesini standart hale getiren otomasyon sistemleridir. Genellikle otomotiv, ağır sanayi ve makine imalatı gibi sektörlerde yaygın olarak kullanılırlar. Bu robotlar, MIG/MAG, TIG, lazer ve plazma kaynağı gibi farklı teknikleri kullanarak metal parçaları birleştirebilir. İnsan iş gücüne kıyasla daha hassas, hızlı ve tutarlı bir şekilde çalıştıkları için kaynak hatalarını minimize eder ve iş güvenliğini artırırlar. Ayrıca, programlanabilir olmaları sayesinde farklı üretim süreçlerine kolayca uyarlanabilirler. Kaynak robotlarının kullanımı, ilk yatırım maliyetine rağmen uzun vadede iş gücü maliyetlerini azaltır, üretim süresini kısaltır ve kaliteyi artırarak firmalara rekabet avantajı sağlar. Bugün endüstride el ile yapılan manuel kaynak yerine, otomasyona uygun robotik kaynak yöntemi tercih edilmektedir. Robotik kaynak yöntemi ile kaliteli, ekonomik kaynak dikişleri elde edilmekte. Hatta seri imalatta konumlama aparatları kullanılarak, kaynak edilecek iş parçaları kaynak öncesi (PA, PB gibi) pozisyonlara getirilerek kaynak edilmek suretiyle kaynakta hata oranını minimuma indirmektedir. Robotik kaynak yönteminde kaynak yönteminin belirlenen hareketinin bir programa uygulanması gerekmektedir. Bu hareketler koordinat sistemi olarak adlandırılmaktadır. Robotu da kaynak edilecek iş parçası etrafında gezdirebilmek içinde bir program yaratılmaktadır.
Anahtar kelimeler: Robot, kaynak, pozisyon, seri imalat.
ABSTRACT
Welding is an important part of manufacturing. Welding robots are automation systems that increase productivity and standardize welding quality, especially for mass production enterprises in the manufacturing industry. They are widely used in sectors such as automotive, heavy industry and machine manufacturing. These robots can join metal parts using different techniques such as MIG/MAG, TIG, laser and plasma welding. They work more precisely, quickly and consistently than human labor, minimizing welding errors and increasing work safety. They are also programmable and can be easily adapted to different production processes. Despite the initial investment cost, the use of welding robots reduces labor costs in the long term, shortens production time and increases quality, giving companies a competitive advantage. Today, robotic welding method suitable for automation is preferred instead of manual manual welding in the industry. With the robotic welding method, high quality, economical welding seams are obtained. In fact, by using positioning apparatus in mass production, the error rate in welding is minimized by bringing the workpieces to be welded to pre-weld positions (such as PA, PB) and welding them. In the robotic welding method, the determined movement of the welding method must be applied to a program. These movements are called coordinate system. A program is also created to move the robot around the workpiece to be welded.
Key words: Robot, welding, position, mass production.
GİRİŞ
1.1- Robot Kaynağı: Önceden farklı kaynak yöntemlerine ve imalat geometrilerine programlanabilen bir işlemdir.
1.2- Programlama: onaylanmış kaynak prosedürünün uygulanmasını ya da kaynak tertibatının belirlenen hareketlerinin bir programa uygulanmasıdır.
1.3- Otomatik ve Robotik Kaynak İşlemi: Yeni bir onay ve aşağıdaki değişkenleri gerektirir.
- Arklı ya da arksız kaynak veya birleştirme algılayıcısı
- Çok pasodan başka paso tekniğine değiştirme,
- Sayısal kontrol düzeni dahil robot tipi ve sistemini değiştirme,
- Kullanılan işlemlere özel diğer değişkenler
1.4 – ENDÜSTRİYEL ROBOTLARIN FAYDALARI
• İyi kalitede ve sürekli ürün elde etmek
• Maksimum üretkenlik sağlamak
• İşçilik maliyetlerini azaltmak
1.5 – Robotların Kullanım alanları
• Kaynak endüstrisi
• CNC tornalama endüstrisi
2. ROBOT HARAKETLERİ
• Robot hareketlerine her zaman yavaş hızlarda başlanmalıdır.
2.1 - KORDİNAT SİSTEMLERİ: Robot dört ayrı koordinat sisteminde hareket edebilir. Her bir koordinat sistemi robotu farklı şekilde hareket ettirir.
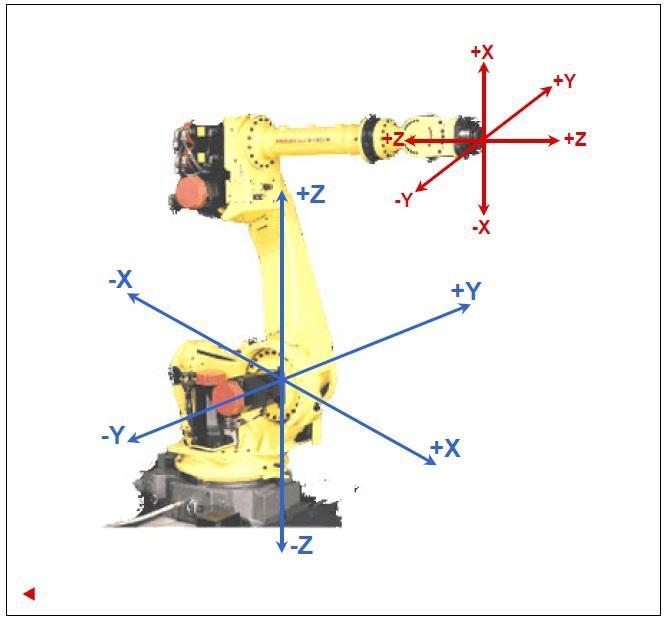
2.2 – WORLD KOORDİNAT SİSTEMİ: Robotun XYZ yönlerinde hareket veren, varsayılan sistemi World’dür. World kartezyen bir XYZ sistemidir. Birbirlerine dik açılar yapan XYZ yönlerinde robotu hareket ettirir.
Şekil 2.1 World Sistemi
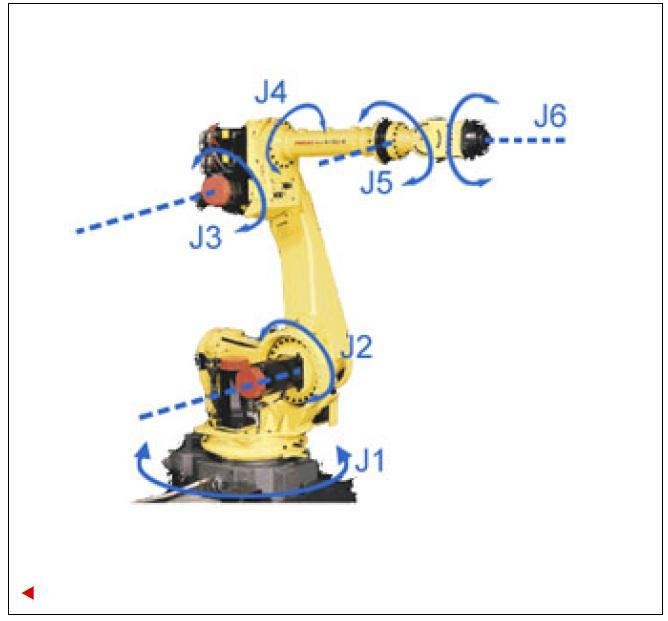
2.3 – JOİNT KOORDİNAT SİSTEMİ: Joint koordinat sisteminde, sistemin her seferinde bir eksen hareket eder. Yani aynı anda birden fazla tuşa basılmadığı sürece sadece tek bir robot ekseni hareket edecektir. Eksenler birbirinden bağımsızdır. Joint robotun varsayılan koordinat sistemidir.
Şekil 2.2 Joint Sistemi
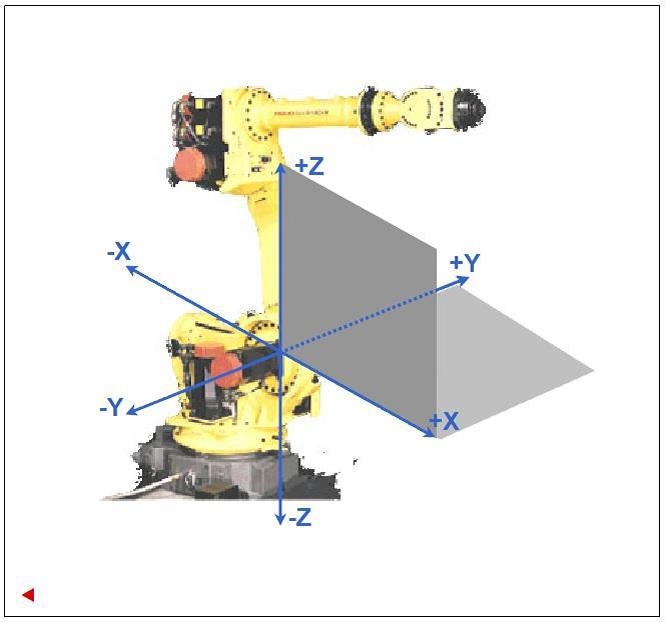
2.4 – TOOL KOORDİNAT SİSTEMİ: Tool sisteminde 6. eksen flanşının düzlemine paralel olarak birçok robot ekseni ile beraber hareket eder. Eğer robotun bileğine bir tool (kaynak torcu, boya tabancası, vb…) Takılıp uç noktası robota öğretilmiş ise robot toola bağlı olarak hareket edecektir.
Şekil 2.3 Tool Koordinat Sistemi
2.5 – KAYNAK NOKTALARI EKLEME VE NOKTA REVİZYONU:
Bir robot programının kaynak yapabilmesi için; kaynak başlangıcı, varsa kaynak ara noktası ve kaynak sonuna özel komutlar konması gerekir. Bu noktalar programlama ekranında aşağıdaki tuşlarla öğretilir.
• F2, ARCSTRT: Kaynak başlangıç noktası öğretmek için,
• F3, WELDPT: Kaynak ara noktası öğretmek için,
• F4, ARCEND: Kaynak sonu öğretmek için.
Kaynak noktası öğretme yöntemi yukarıda anlatılan nokta kaydetme yöntemi ile aynıdır. Robot istenilen pozisyona getirildikten sonra SHIFT tuşu ile beraber F tuşlarından birine basılarak hem robot pozisyonu hem de ilgili kaynak komutu öğretilmiş olur.
Kaynak komutları nokta öğretilirken konulabileceği gibi daha sonra da eklenebilir veya var olan bir kaynak komutu noktası silinmeden kaldırılabilir.
Tablo 2.1 Basit Bir Kaynak Programı
Nokta Düzeltme: var olan noktaların pozisyonu değiştirmek istendiğinde TOUCHUP fonksiyonu kullanılır. TOUCHUP yeni bir nokta eklemez var olan bir noktanın koordinatlarını değiştirir. İmleç noktanın üzerindeyken robot istenilen pozisyona getirilir. Sonrasında SHİFT tuşu ile beraber F5 TOUCHUP tuşuna basılır. İmlecin üzerinde bulunduğu, noktanın eski pozisyonu silinir ve robotun o ‘an bulunduğu pozisyon bilgisi noktanın içine yazılır.
Şekil 2.5 Kaynak Programının Rotası
2.5 – ROBOTU HAREKETLENDİRMEK
Robotu hareketlendirmek için TP’nin arkasındaki deadman mandalına basılır ve basılı tutulur.
TP üzerindeki ON/OFF mandalı On konumuna alınır ve gerekiyorsa reset tuşuna basılır. Robotu hareketlendirmek için iki tuşa birden basılır. SHIFT tuşlarından bir tanesi ile TP’nin sağ tarafındaki 12 yön tuşlarından bir tanesi,
• SHIFT tuşlarından bir tanesine basılır ve basılı tutulur,
• Yön tuşlarından bir tanesine basılır ve basılı tutulur,
• Robot hangi koordinat sistemi aktif ise o sisteme göre hareket edecektir.
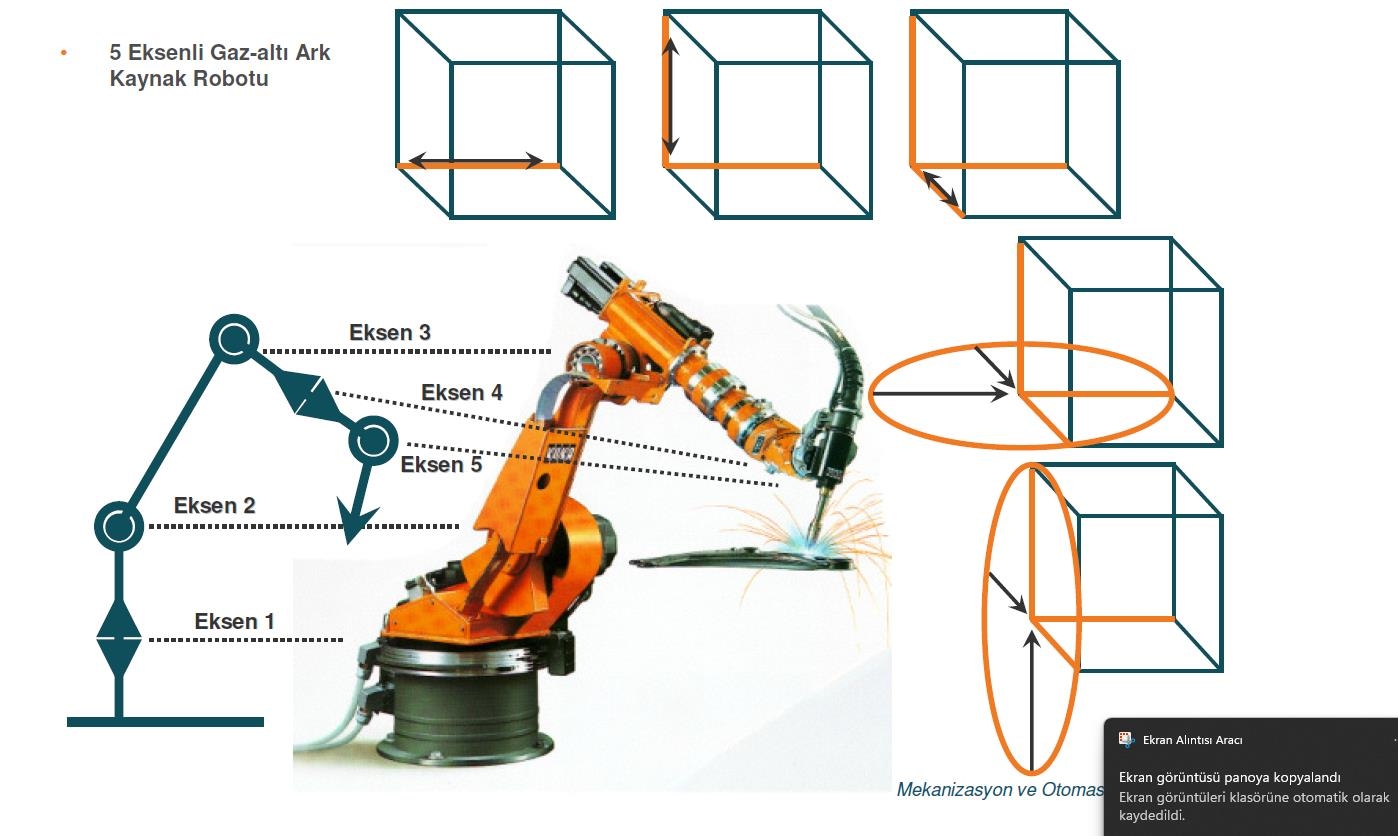
Şekil 2.6.5 Eksenli Gazaltı Ark Kaynak Robotu
3 – KAYNAK PARAMETRELERİ
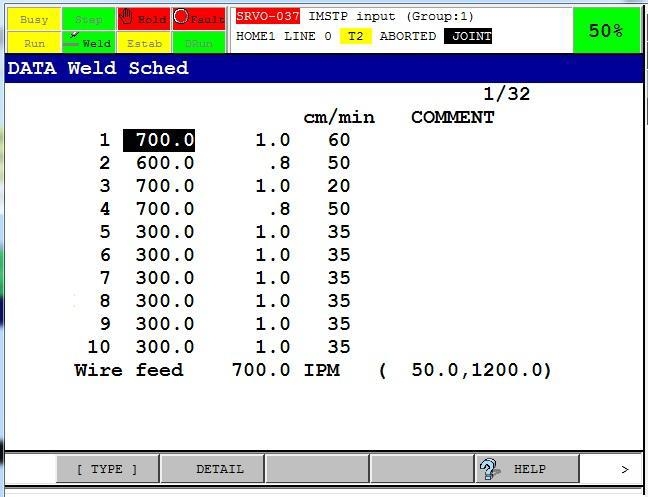
3.1 kaynak programı yazılırken bu parametreleride ayarlamak gerekir. Fabrika ayarı olarak 32 adet kaynak reçetesi kullanıcıya açılmıştır. İstenir ise bu miktar 64 adete kadar arttırılabilir.
• Bu reçetelere ulaşmak için DATA tuşuna basın,
• Açılan ekranda F1TYP tuşuna basın,
• İmleci açılan menüden WELDSCHD satırına getirin,
• Enter’e basın
Tablo 3.1 Ekranda Reçete Listesi
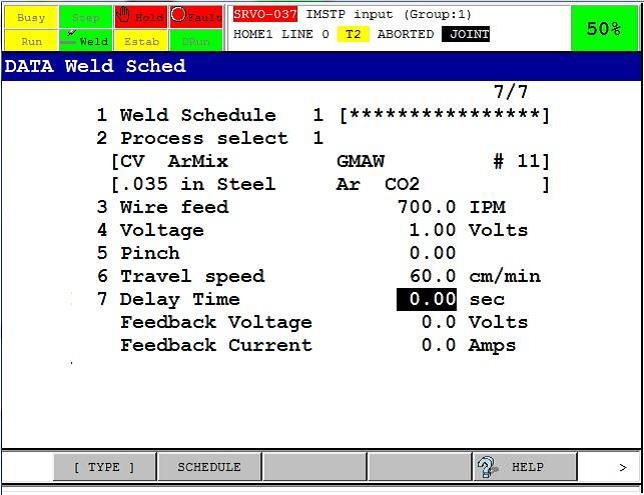
- WELD SCHEDULE: Kaynak parametresi numarası
- PROCESS SELECT: Kaynak prosesi seçimi. Reçetenin hangi proses ile çalıştığı (pulse, sabit akım vb…)
- WIRE FEED: tel sürme hızı
- WOLTAGE (TRIM): Kaynak gerilimi (ark boyu)
- PINCH: Ark genişliği
- TRAVEL SPEED: Torç hızı
- DELAVY TIME: Kaynak sonrasında bekleme zamanı. Kaynak sonunda robot durur ve buraya girilen zaman kadar akım ve tel vermeye devam eder. Bu sayede kaynak sonunda krater oluşumu engellenmiş olur.
Tablo 3.2 Parametre Listesi
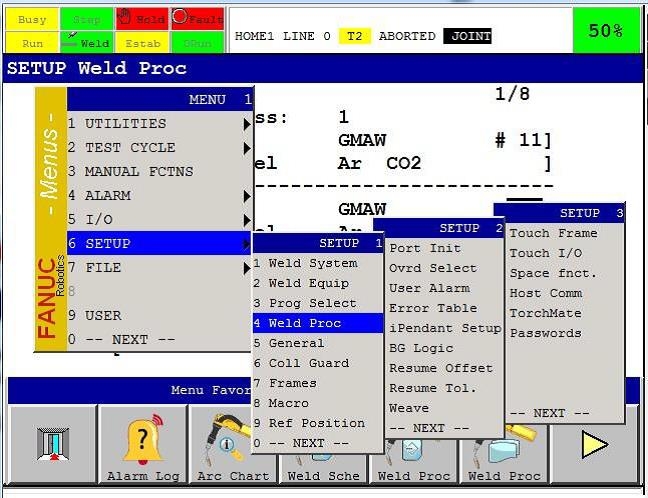
3.2- KAYNAK PROSESİ: Robot ile haberleşen kaynak makinelerinde genellikle birden fazla kaynak prosesi seçme imkânı vardır. Kaynatılacak malzemenin özelliğine göre (karbonlu çelik, paslanmaz çelik, alüminyum vb..) kullanılan tel cinsine ve çapına (masif tel, özlü tel vb…) sabit gerilimli ya da pulseli kaynak tercihine göre proses seçilmelidir. Kaynak proseslerini tanımlama için menü tuşuna basın. İmleci 6. SETUP üzerine getirin. Yanda bir menü daha açılacaktır. İmlecin listesinden Weld porc’a getirip ENTER’e basın [3]
Tablo 3.2.1 Kaynak Prosesi
- 5.- SONUÇ VE ÖNERİLER
- 5.1- SONUÇ
Genel Tavsiyeler: Yaralanmaların önüne geçmek makine araçlarının zarar görmesini engellemek için robotun üzerinde doğrudan bulabileceğiniz uyarı ve bilgi etiketlerindeki talimatları eksizsiz şekilde uygulayın.
• Robot otomatik modda iken çalışma alanına girmeyin.
• Robot kafesinden uzak durun. Kafese girilmesi gerekiyorsa, sadece manuel modda iken ve T1 emniyet hızının olduğu durumlarda giriniz.
• Robotun hızını asla düşük olarak tahmin etmeyin. Doğrusal hareketin anlık değerleri 4.4 m/sn hızındadır. Yatay hız çok daha fazladır.
• Lütfen mekanik işler sırasında, belirli bir robot için bakım kılavuzunu kullanın.
• Robotun çalıştırılması ve programlanması sırasında kaza riski daha yüksektir. Bu nedenle çalıştırma sırasında güvenlik kurallarına bağlı kalın. Operatör ve kullanıcı, robotta çalışmaya başlamadan önce mutla bilgilendirilmelidir.
5.2- ÖNERİLER
• Uyarı ve Bilgi Etiketleri: yaralanmaların önüne geçmek ve makine araçlarının zarar görmesini engellemek için robotun üzerinde doğrudan bulabileceğiniz uyarı ve bilgi etiketlerindeki talimatları eksizsiz şekilde uygulayınız.
• Taşıma kapasitesi doğru ayarlandığında robotta aşağıdaki etkiler oluşabilir;
- Daha iyi hareket, kısa devir süresi
- Dinamikle ilişki kuran daha etkili işlev
Etkili bir çalıştırma için robot tarafından kullanılan taşıma kapasite verilerinin olabildiğince kesin olması önemlidir. Çoğu robot taşıma kapasitesi ayarının desteklenebileceği tek seçenek PAYLOAD ID ‘dir. Payload ID seçeneği, robotun taşıma kapasitesi özelliklerini otomatik olarak hesaplamasına imkân verir.
KAYNAKÇA
1. TSEN1418-EN ISO 14732 KAYNAK PERSONELİ-METALİK MALZEMELERİN TAM MEKANİZE, TAM OTOMATİK ERGİTME KAYNAĞI İÇİN T-YETERLİLİK SINAVI 2003
2. TS EN 719-ISO14731 KAYNAK KOORDİNASYONU GÖREV VE SORUMLULUKLARI 1995
3. İ.ERTÜRK, TS EN ISO 14731’E SANAİ BAKANLIĞI KOSGEB İÇİN VERİLEN SEMİNER NOTU 2012.ANKARA
4. FANUC R30İA TEMEL PROGRAMLAMA MANUELİ DERS NOTU.
5. FANUC TEMEL PROGRAMLAMA EĞİTİM NOTU
6. FANUC İLERİ SEVİYE ROBOT PROGRAMLAMA EĞİTİMİ NOTU.
K.YURTIŞIK KAYNAK MEKANİZASYON VE OTOMASYONU NOTU
LİNCOLN ROBOTİK MİG/MAG KAYNAK MAKİMNASI
7.PROF. DR. SELAHADDİN ANIK, KAYNAK TEKNOLOJİSİNİN DÜNÜ BUGÜNÜ GEDİK HOLDİNG YAYINI YAYIN NO:4 2006 İSTANBUL
8.PROF. DR. SÜLEYMAN KARADENİZ KAYNAK MAKİNALARI GEDİK EĞİTİM VAKFI YAYINI YAYIN NO: 5 2007 İSTANBUL







